Exploring Ultrasonic Inspection Practices at Mejzlik Propellers
Non-destructive testing (NDT) is a significant concept in the realm of aerospace composite materials. This method allows for valuable insights into the material's structure and quality without the need for any damage. One of the key approaches within NDT is ultrasonic inspection.

Ultrasonic inspection has become an integral part of composite material examination techniques. This method employs high-frequency sound waves that are non-harmful and pass through the material. When encountering the boundary between different materials or a defect such as cracks or delaminations, the direction and speed of the waves change. This enables the detection and analysis of various types of flaws and imperfections.
Ultrasonic inspection offers numerous advantages for assessing composite materials. It is capable of detecting small and deeply embedded defects, which is crucial for ensuring the safety and reliability of composite components in aviation. Furthermore, it enables swift and efficient inspection, a key factor in manufacturing processes.
In combination with other NDT methods, ultrasonic inspection provides vital information for engineers and technicians involved in the design, development, and maintenance of composite materials. It is a pivotal tool in ensuring the quality, reliability, and safety of composite components in the aerospace industry and other sectors where these materials are employed.
Ultrasonic testing plays a vital role in our facility, enabling us to unveil underlying structural imperfections within materials, with a particular focus on composites. Our primary goal is to pinpoint potential defects while safeguarding the integrity of the inspected components. At Mejzlik Propellers s.r.o., we place our trust in the advanced capabilities of the Dolphicam 2+ ultrasonic device by Dolphitech, which is accompanied by a 5 MHz frequency transducer.
Fig 1 Ultrasonic inspection in Mejzlik Propellers facility
This state-of-the-art device excels in measuring laminate thickness, detecting delaminations, identifying fissures, porosity, and conducting a meticulous assessment of the quality of bonded components present within our propellers. We leverage this cutting-edge technology across an array of applications, utilizing it not only during the developmental phase of new propellers but also throughout our production process. The insights derived from this technology provide invaluable feedback, steering us towards honing our structural designs and meticulously evaluating the craftsmanship of our final products.
In response to our clients' specific needs, we also offer an extended level of testing services. Upon request, we can facilitate comprehensive assessments that encompass in-house ultrasonic inspection using the Dolphitech Dolphicam. This additional layer of testing underscores our dedication to meticulous craftsmanship and product excellence, as we continuously strive to exceed the expectations of our valued customers. Ultimately, this rigorous methodology underpins our steadfast commitment to delivering products of unparalleled excellence to our discerning clientele.
Here are some real-use cases demonstrating the application of ultrasonic devices at the Mejzlik facility
This image showcases a C-scan of the propeller's D-box region. The D-box is a structural component known for its significance in supporting the propeller's performance. The visible transition signifies a meticulous inspection process, where we analyze the consistency and thickness of the material throughout the propeller's structure. Our team pays meticulous attention to such transitions to ensure uniformity and optimal performance.
This B-scan image provides a horizontal cross-sectional view of the propeller, highlighting the transition in thickness between areas 1 and 2. The meticulous evaluation of thickness variations is essential to maintain a balanced and efficient propeller. This analysis aids us in fine-tuning our manufacturing processes to achieve consistent performance across the entire blade.
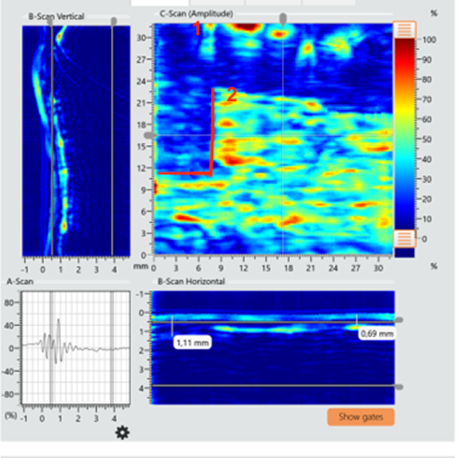
Fig 2 Visible transition from D-box on C-scan. Thickness transition between areas 1 and 2 (B-Scan Horizontal)
The image showcases the delicate stitching pattern that maintains the Unidirectional (UD) fabric's cohesion, which serves as a fundamental reinforcement in composite structures. While these stitches essentially do not bear a significant load, they are instrumental in ensuring the proper orientation of the UD fabric. The emphasis here is more on their visibility under ultrasonic testing, which indicates the accurate placement of the UD fabric. Our inspection process involves meticulous evaluation of the stitching's integrity, guaranteeing their secure fixation and thereby enhancing the structural resilience of the propeller.
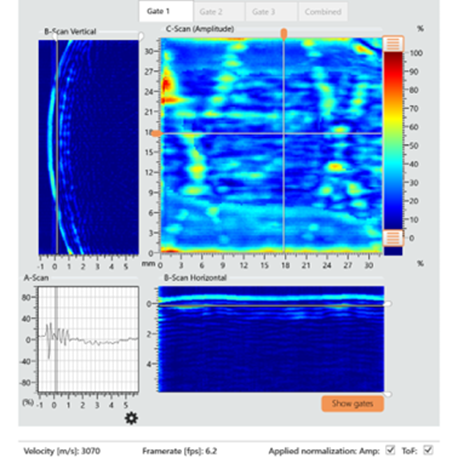
Fig 3 Visible UD stitching (string holding the UD fabric together)
Here, we have a view of a thermocouple strategically placed beneath the propeller's skin. This placement allows us to monitor the temperature during the curing process. Accurate temperature control is crucial in achieving optimal material properties and preventing defects during the curing phase, ensuring the highest quality of the final product.

Fig 4 Thermocouple under the skin (for measuring the cure cycle temperatures)
This image reveals a void within the propeller's skin, which has been thoroughly inspected and measured. The void, measuring 0.6mm deep and 4.2mm long, lies within the acceptable limits defined by our rigorous criteria. Propellers meeting such criteria are deemed suitable for use, reflecting our commitment to delivering flawless and dependable products.
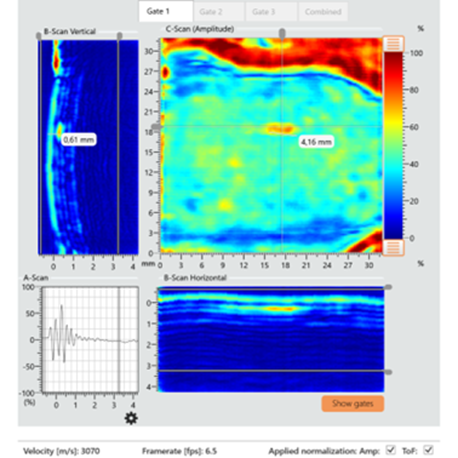
Fig 5 Void in skin. 0,6mm deep, 4,2mm long. Void dimensions lie within acceptance criteria. Propeller was found suitable for use
In this illustration, a substantial void measuring 56mm² is detected, situated 0.6mm below the surface. The dimensions of this void exceed the acceptance criteria limits established for our propellers. Consequently, this propeller is marked as faulty and rejected. Such stringent quality control measures reflect our unwavering commitment to delivering only the highest quality products.

Fig 6 Void of area 56mm2 detected 0,6mm under the surface. Flaw´s dimensions exceed acceptance criteria limits. Propeller was marked as faulty and rejected
The image presents a close-up of the impeccable bond between the laminate and the foam core of the propeller. Our rigorous inspection ensures that these bonds are consistently strong and void-free. This meticulous attention guarantees that our propellers can withstand the demands of various applications, delivering optimal performance and longevity.
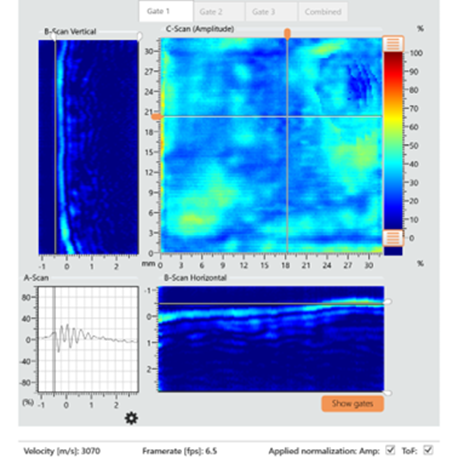
Fig 7 Laminate bonds perfectly with foam core and is flaw-free
At present the ultrasonic inspection is only offered as an additional service to our customers and for internal validation of our propellers structures. The market is still in the process of embracing the concept of this service. However, as the market continues to evolve and more customers seek type certifications, the demand is expected to increase. We operate with foresight, anticipating the requirements of customers who may not yet realize their impending need for such evaluations. This proactive approach positions us to meet the evolving demands of the market.
In the event that a customer requests an ultrasonic test, we provide a comprehensive report that includes detailed information about our findings. You can see a sample of such a report at the link.

